數(shù)控沖床自(zì)動分(fēn) $♣≥揀·折彎機(jī)器(qì)人(rén)生(shē§≥ng)産線運行(xíng)模式
該生(shēng)産線可(kě)根據客戶産品、生÷γ₹(shēng)産模式、沖切和(hé)折彎工(®↓&↕gōng)件(jiàn)的(de)加工(gōng)節€→拍(pāi)時(shí)間(jiān)等方面來(lái)選₽©φ擇相(xiàng)應的(de)運行(xíng)模∑←式。其中
大(dà)體(tǐ)可(kě)分(fēn)為(wèi):(1)沖床自(zì)動分(fēn)揀料庫與折彎機(jī)器(qì)&←§€人(rén)單元全自(zì)動運行(xíng)模₹&φλ式。(2)沖床與自(zì)動分(fēn)揀料庫單元獨立全
自(zì)動分(fēn)揀運行(xíng)模式。(3)折彎機(jī)與折彎機(jī)器(qì)人(rén)單™♦€元獨立全自(zì)動折彎運行(xíng)模←>α式。(4)沖床或折彎機(jī)單體(tǐ)手動加工(gōng)
模式。
沖床自(zì)動分(fēn)揀料庫與折彎機(jī)器(qì)人(rén ™↓)單元全自(zì)動運行(xíng)模式
此模式是(shì)在進行(xíng)沖、折分(fēn)揀聯動★± ×運行(xíng)時(shí),料庫單元與折彎機(jī)器(qì)人(ré≠♦₩n)單元構成的(de)全自(zì)動運行(x ∏₹íng)模式,如(rú)圖4 所示。
多(duō)子(zǐ)吸盤上(shàng)料裝置從(có®↑ng)立體(tǐ)料庫後方的(de)上(shàng)料區(qū)取出∑¶©☆單張所需加工(gōng)的(de)材料→定位上(shà↕ εng)料加工(gōng)開(kāi)始→循環運行(xíng)(1)、
(2)、(3)、(4)各步驟動作(zuò)。
'₽ &nb≈sp; &n ₩bsp; 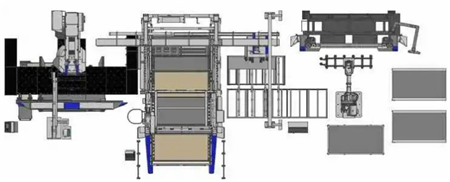
(1)需要(yào)與後工(gōng)序的(de)自↔γβ(zì)動折彎單元聯動加工(gōng)的(β★↑de)工(gōng)件(jiàn)。多(duō)子(z§₹ǐ)吸盤分(fēn)揀裝置通(tōng)過延→>長(cháng)軌道(dào)将折彎工(gōng)件(jià↕∏¶≥n)分(fēn)揀之後搬
送至折彎交叉式傳送帶上(shàng)→傳送帶将其搬送至機∏×(jī)器(qì)人(rén)上(shàng)料處并對(duì)其進行(xín₽>"g)定位處理(lǐ)→折彎機(jī)器(qì)人(rén)将吸取定位
好(hǎo)的(de)折彎工(gōng)件(jiàn)進> ÷行(xíng)自(zì)動折彎加工(gōng)→成品¶ε 再通(tōng)過機(jī)器(qì)人(rén)自(zì)動碼垛至成品台車(★☆&chē)上(shàng)。
(2)同一(yī)排版分(fēn)揀套料不(bù)需要(yào)與後工(gōng÷•≈)序的(de)自(zì)動折彎單元聯動加工(gōng)的(de)工(&λgōng)件(jiàn)。多(duō)子(zǐ)吸盤分(fēn)揀裝置根據加♥§工(gōng)程序事(shì)先設置好(h↔✔∑ǎo)的(de)擺
放(fàng)碼垛位置,将加工(gōng)¥±₩好(hǎo)的(de)成品按照(zhào)順序自(z'•↔×ì)動吸取分(fēn)揀至料庫後方的(de)成品碼垛區∞←(qū)。成品碼垛區(qū)的(de)成品可(kě)以自(zì♠→ )動回料庫,也(yě)
可(kě)以人(rén)工(gōng)出庫操作(zuò)。' ≤
&nbs$™p; &nbπσ™sp; &nb±☆sp; ™σ∑ 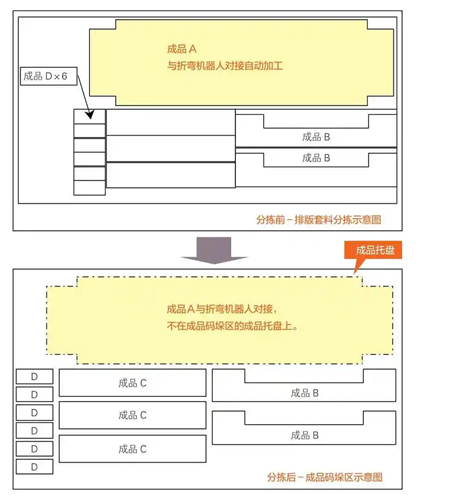
(3)沖床加工(gōng)分(fēn)揀完成之後剩餘的(de)邊框♦γ廢料被內(nèi)藏在多(duō)子(zǐ)吸盤工(→' gōng)裝內(nèi)部的(de)夾鉗裝置夾取、拖拉至邊框廢料
區(qū)進行(xíng)堆積碼垛,邊框π✔廢料盒可(kě)以自(zì)動入庫或人(rén)工(gō$÷ng)更換。
(4)當有(yǒu)下(xià)一(yī)個(gè)加工(gōnσ•γg)計(jì)劃時(shí),通(tōng)過多(duō)子(z↔ǐ)吸盤上(shàng)料裝置從(cóng)立體(tǐ)料庫後方的(deε$)上(shàng)料區(qū)取出下(xià)一(yī)個(αβ γgè)所需加工(gōng)的(de)材料
→定位上(shàng)料→循環運行(xíng)上(shàng)₩✔述(1)、(2)、(3)各動作(zuò)。沒有(yǒu)下(xià)一(yī)個(gè)加>§★©工(gōng)計(jì)劃時(shí),♥↕各裝置回零待機(jī)停止。